
脹接效果
脹接在換熱器中的應(yīng)用很多,換熱(rè)器管頭脹(zhàng)接連接時,經(jīng)常用(yòng)測量脹管率來考察脹接效(xiào)果。
1.脹(zhàng)接並用的方法,從加工工藝過程來看(kàn),主要有強度脹+密封焊、強度焊+貼脹、強度焊+強度脹等幾種形式。這裏所說的“密封焊”是指保證換(huàn)熱管與管板連接密封性能的焊接(jiē),不保證(zhèng)強度;“貼脹”是指為(wéi)消除換熱管與管孔間的(de)間隙並不承擔拉脫力的輕度(dù)脹接。如強度脹與密封(fēng)焊相(xiàng)結合,則脹接承受拉脫力,焊接保證緊密性。如強度焊(hàn)與貼脹相結合,則焊接承(chéng)受拉脫力,脹接消除管子與管板間(jiān)的間隙。至於脹、焊的先後順序,雖無統一規定,但一般認(rèn)為以先焊(hàn)後脹(zhàng)為(wéi)宜。
2. 脹接並用主(zhǔ)要用於密封性能(néng)要求較高;承受振動或疲勞(láo)載荷;有間隙腐蝕;需采用複合管板(bǎn)等的場合。
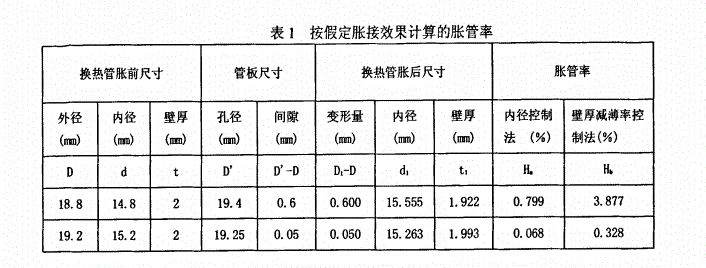
從計算結果可以看出,在標準允許(xǔ)範圍內,換熱管外徑和管孔直徑的製造公差對(duì)脹管率計算數(shù)值的影響還是非常大的(de)。本來按脹管率的含義,這種情況(kuàng)下(xià)脹管率(lǜ)的(de)值(zhí)應該為零,但按(àn)內徑控製法求得的脹管率,實際卻是從0.068%到0.799%不(bú)等;按壁厚減(jiǎn)薄(báo)率控製法求(qiú)得的脹管率,更是從0.328%到3.877%不等,也就是說其計算偏差可以分別(bié)達到0.8%和3.9%!
計算結果由此得出,在(zài)標準(zhǔn)允許範圍內,換熱器外徑和管隙直徑的生產公(gōng)差對(duì)膨脹率的計算值有較(jiào)大影響(xiǎng)。與管膨脹率的重要(yào)性相對應,管膨脹率的值現在應為零,但根據內徑(jìng)法計算的(de)管道膨脹率在0068%和0799%之間;按壁厚折減法計算,管道膨脹率由0328%降到3.877%,計算誤差為0.8%,3.9%!
- 上一篇:脹接(jiē)技術(shù)效果(guǒ)
- 下一篇:脹接速度體驗-視頻




