一、簡介
隨著液壓強度(dù)脹接技術的廣泛應用,對管板開槽的要求也越來越高,用戶原先自製的簡易開槽(cáo)器已不能適應液壓強度脹(zhàng)需開8-15mm寬槽的要求。因此,本公司為解決這部分用戶(hù)的難(nán)題,研製成功了能滿足液壓強度脹接開槽(cáo)要求的管板開槽器。
YFK-8A,8B,8C,10A,10B,10C,12A,15A型係列開槽器,就是能滿足液壓強度(dù)脹要求的換熱器管(guǎn)板內孔開槽的(de)專用器具,它是我公司采(cǎi)用美國及國內先進技術,自行設計(jì)改進的一(yī)種多用途開槽器。它們(men)均有三部分組成:(1)主體、(2)刀杆、 (3)刀片。根據客戶要求可選用不同型號開槽器,刀杆和刀片(piàn)都(dōu)是根(gēn)據用戶要(yào)求定製(zhì)的。刀杆根據孔徑定製,刀片根據槽寬(kuān)定製。
二、特點
1、生產(chǎn)效率高,每分鍾可開1-2個孔槽;
2、自動定位,適應常用(yòng)各種規格的管孔開槽;
3、3-6-3雙槽(cáo)一次成型,6-15單槽一次成型;
4、開槽質量高,可靠性好;
5、可根(gēn)據液壓脹接的要求(qiú)開(kāi)槽;
6、可任意選用各種形狀開槽(cáo)刀具(例:矩形、三(sān)角形(xíng),單槽、雙槽(cáo)等)。
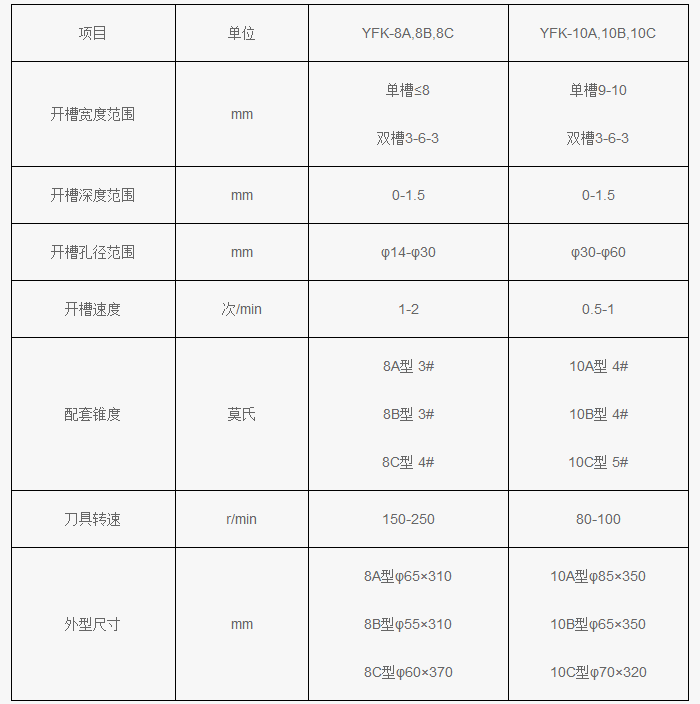
三、技術參數
四、操作方法
1、選(xuǎn)用刀具(jù):根據所要加工的管板(bǎn)開槽要求,選擇(zé)刀具,同時也(yě)可根據不同規則的開槽要求自備刀杆,刀片孔須經精加工(gōng)成型(xíng) ,刀片刃磨須滿足加工要求。
2、裝 刀:
lYFK-8A,10A型滑塊(kuài)式開槽器 (見圖示-1)
鬆開(kāi)緊定螺(luó)栓(1),根據基孔尺寸要求,把刀杆(2)與刀片(3)調整至所需加(jiā)工尺寸(注(zhù)意:刀刃應裝在刀杆扁方或螺栓5的對
圖示-1 YFK-8A,10A型滑(huá)塊式開槽器
1.緊定螺栓 2.刀杆 3.刀片 4.頂尖 5.緊定螺栓 6.莫氏柄
邊),擰緊(jǐn)螺釘(1)。鬆開(kāi)緊定螺(luó)栓(5),充分插入刀杆(2),擰緊螺栓(5)壓緊刀杆(gǎn)(2)之扁方(fāng)部分(fèn)。
3、裝夾:開槽器可由(yóu)莫氏(shì)柄裝(zhuāng)在普通搖臂鑽床或鑽加工中心上。
4、主機調速: 根據加工的(de)不同規(guī)格要求,依上表選(xuǎn)用合理的轉速(sù)。
5、進刀: 當主體頂(dǐng)尖錐麵對準所加工的孔口時,先采用無負荷自由定位(wèi),然後固定鑽床搖臂,下壓受力,通過主軸旋轉帶動主體轉動使刀杆自動橫向進刀,直至加工所需(xū)槽要求完畢,每孔操作過(guò)程隻需0.5-1分鍾。
五、注意事項
1、開槽過程中,轉速不能太高,以免損壞(huài)刀具及(jí)零件。
2、固定刀片的螺栓一(yī)定要擰(nǐng)緊,但不能用力過猛!
3、開槽時,刀(dāo)具對(duì)工件(jiàn)應自(zì)由定(dìng)位,否則會造成開槽偏心。
4、滑動部分應保(bǎo)持良好的(de)潤(rùn)滑性能。應經(jīng)常加注潤滑油,並保持清潔(jié)無卡死現象。
5、定期加注(zhù)軸承用潤滑油。
6、選(xuǎn)用刀杆及刀具應在(zài)參數範圍內。
- 上一篇:切槽器
- 下一篇:沒有了;